Les cintreuses à bagues et à bracelets sont des outils de bijouterie spécialisés pour façonner des bandes métalliques en cercles et en courbes. Elles fonctionnent en serrant une bande ou un fil et en le forçant autour d'un mandrin ou d'une matrice fixe. Par exemple, un vendeur vante une cintreuse à bracelets comme étant « incroyablement efficace… pour réaliser des bracelets manchettes, des créoles et même des bagues enroulées de forme uniforme et parfaite ». De même, les cintreuses à bagues robustes utilisent des matrices trempées pour cintrer les tiges de bagues ; elles peuvent traiter jusqu'à environ 4 mm d'épaisseur de pièces demi-rondes, plates ou ovales. Lors de l'opération, une extrémité de la bande métallique est fixée tandis que l'autre extrémité est poussée (souvent par un levier ou les pouces) autour de la forme, déformant ainsi le métal de manière permanente en une forme circulaire. Le pliage durcissant les métaux comme l'argent et l'or, les bijoutiers recuisent généralement la pièce au préalable pour la maintenir souple et éviter les fissures.
Principes de fonctionnement
Tous ces outils utilisent la déformation plastique. Une extrémité de l'ébauche de bague ou de manchette est serrée, et l'extrémité libre est progressivement forcée au-delà de sa limite d'élasticité autour d'une matrice ou d'une barre incurvée. En se pliant, le métal prend la forme de la matrice. De nombreuses cintreuses d'établi incluent des jeux de matrices assorties, par exemple des matrices demi-rondes ou plates, permettant au bijoutier de choisir le rayon approprié. Une cintreuse d'anneaux robuste peut être équipée de deux matrices de cintrage trempées et rectifiées de précision, qui façonnent le métal sans glissement. Après pliage, l'anneau courbé peut être transféré sur un mandrin ou martelé pour lui donner sa forme finale. En pratique, les bijoutiers plient souvent l'anneau deux fois : d'abord à une taille approximative, puis sur une forme légèrement plus petite pour ajuster les extrémités. Un utilisateur de cintreuse d'établi explique qu'après un premier pliage, il « sélectionne la taille de bague immédiatement inférieure… demi-lune… et appuie légèrement » pour bien ajuster l'assemblage. . Tout au long du processus, un pliage progressif lent et un contrôle fréquent sur un mandrin garantissent une courbe uniforme.
Outils de pliage manuels
Cintreuses à anneaux (outils manuels). Les plus simples sont les pinces à cintrer. Elles sont dotées de mâchoires courbes ou plates pour cintrer des fils ou des feuillards. Les pinces à cintrer robustes en acier de type « allemand » permettent de façonner des pièces lourdes (jusqu'à environ 10 ga, environ 2,6 mm d'épaisseur) en anneaux ou en bobines. Les mâchoires sont souvent rembourrées ou équipées d'inserts en nylon/Delrin pour une prise en main sans abîmer le métal. Par exemple, les pinces à cintrer à mâchoires plates répartissent la force uniformément sur la bande afin qu'elle se plie uniformément sans créer de plis ni de déformations disgracieuses. En effet, une pression uniforme est essentielle pour créer des courbes ou des motifs circulaires réguliers. Lors de l'utilisation, le bijoutier ferme légèrement la pince, fait glisser la bande le long des mâchoires, puis referme davantage, jusqu'à obtenir un cercle complet. Si l'espace est encore ouvert, la bande peut être recourbée sur une mâchoire plus petite ou sur un mandrin. Des recuits fréquents préservent la ductilité du métal.
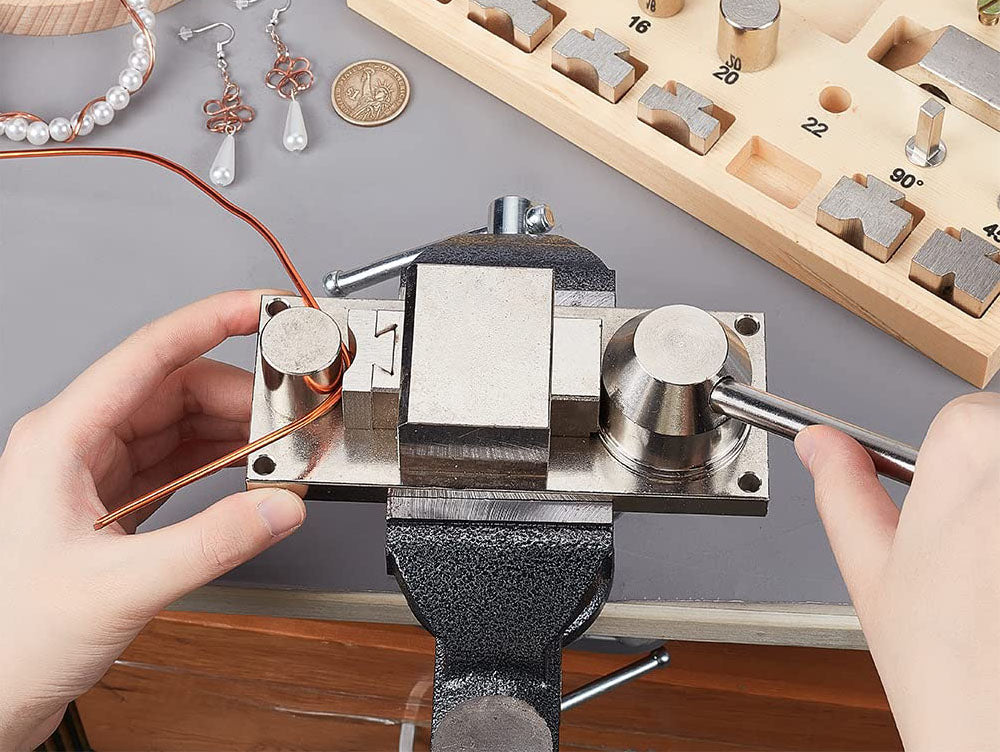
Cintreuses d'anneaux d'établi. Les appareils plus robustes se vissent sur l'établi et utilisent un bras de levier. Des marques comme Durston et Pepe Tools proposent des cintreuses d'anneaux d'établi avec matrices interchangeables. Le bijoutier serre l'ébauche de bague (tige plate ou demi-ronde) entre les matrices et actionne le levier pour courber le métal. Grâce à leur trempe et leur meulage, les matrices façonnent l'anneau avec précision (par exemple, en forme ronde jusqu'à 4 mm d'épaisseur). Les bijoutiers les apprécient pour leur ajustement parfait : après avoir plié une bague, un utilisateur remarque qu'il peut ensuite « resserrer la couture » en exerçant une légère pression supplémentaire sur une matrice plus petite. (Cela facilite la soudure, car les extrémités de la bague se rejoignent étroitement.) Les cintreuses d'anneaux d'établi sont souvent équipées de plusieurs matrices et/ou d'une option de matrice en nylon afin de ne pas rayer les métaux tendres.
Cintreuses de bracelets (outils manuels). La cintreuse de bracelets classique (inventée par Joni Kisro et vendue par Towed Studio) est essentiellement un gabarit de serrage pour manchettes et joncs. Une extrémité d'une manchette brute est serrée dans un serre-joint, et une barre cylindrique libre sert de forme. Comme le précisent les instructions, l'utilisateur « fixe une extrémité du bracelet… le serre, puis utilise ses deux pouces pour pousser le métal vers le haut et par-dessus la barre ». L'opération est répétée de l'autre côté (en faisant pivoter la manchette). Grâce à ses courbes fixes, cet outil produit avec fiabilité le rayon de manchette correct. (En effet, son créateur l'a conçu « pour réaliser rapidement et avec fiabilité les courbes parfaites pour les manchettes » ; il a ensuite été adapté avec des barres plus petites pour former des manchettes, des créoles ou même des bagues enroulées pour enfants. ) Les bijoutiers utilisent également des mandrins lisses, des formes en PVC ou des gabarits de bracelets segmentés, mais la cintreuse Kisro/Urrea est saluée comme « sans doute l'outil le plus simple du marché pour fabriquer des bracelets cohérents, parfaitement formés et confortables ». .
Outre ces méthodes, le pliage manuel peut utiliser une petite presse à mandrin (avec des blocs courbés sur mesure) ou même des machines de grenaillage pour la finition. Cependant, les pinces d'établi classiques et cette cintreuse à vis couvrent la plupart des besoins des petits ateliers. Dans toutes les méthodes manuelles, l'essentiel est de serrer une extrémité, de plier par étapes et de vérifier régulièrement l'ajustement sur le mandrin prévu.
Machines à cintrer hydrauliques et motorisées
Pour les grandes productions ou les pièces très rigides, on utilise des presses motorisées. Une presse à came (souvent appelée presse à pied ou presse à mandrin) permet à un seul opérateur d'exercer facilement une force importante. Par exemple, la presse Quick-Form de Potter USA utilise une came spéciale permettant au bijoutier d'exercer une force maximale avec un minimum d'effort. Cette presse permet de cintrer des bagues, des bracelets manchettes, des ronds de serviette ou même des cuillères brutes en un seul poste, sans système hydraulique. Elle est fournie avec un assortiment de matrices de formage (demi-rondes, plates, etc.) adaptées aux profils typiques de la joaillerie.
Les ateliers plus importants peuvent utiliser une presse hydraulique d'établi . Même une presse de 10 tonnes (comme le modèle Tortolita de Potter) est suffisamment compacte pour un atelier. Une telle presse est dotée de deux plateaux lisses pouvant accueillir divers outils de formage ou de laminage. Comme le souligne un fabricant, la Tortolita de 10 tonnes est « conçue pour former le métal de manière sûre et efficace dans un atelier de bijouterie ». Les opérateurs placent la bande entre les plateaux ou sur un outil inséré et actionnent le vérin hydraulique pour cintrer le métal. Ces machines sont excellentes pour les métaux très épais ou les pliages multiples (par exemple, l'aplatissement puis le courbure d'une bande), qui seraient fatigants à la main. Certaines petites machines font même office de découpeuses à disque ou de piquets lorsqu'aucun pliage n'est nécessaire. Sur toutes les presses motorisées, un choix judicieux de l'outil et un contrôle précis de la course sont essentiels pour éviter un pliage excessif.
Matériaux et types de métaux
Les cintreuses pour bagues et bracelets sont utilisées avec les métaux tendres et malléables . L'argent sterling, les alliages d'or (10 carats à 22 carats), le cuivre, le bronze et le laiton peuvent tous être façonnés facilement. Les matériaux plus durs (comme l'acier trempé ou les alliages résistants) nécessitent généralement un équipement industriel spécialisé et sont peu utilisés en bijouterie. Chaque outil a une limite d'épaisseur : de nombreuses pinces à cintrer manuelles ou petites cintreuses d'établi peuvent traiter des fils ou des feuillards jusqu'à environ 10 ga (environ 2 à 3 mm). , tandis que les machines d'établi robustes peuvent traiter des pièces jusqu'à environ 4 mm d'épaisseur. Pour les bagues/bracelets très épais ou de grande taille, le métal est souvent recuit entre les pliages afin de réduire les contraintes et d'éviter les fissures. (Sans recuit, les pliages répétés durcissent rapidement le métal.) En pratique, les bijoutiers découpent souvent une bande, la recuit, la plient grossièrement, la recuit à nouveau, et ainsi de suite, pour obtenir une courbe lisse. Les métaux polis ou plaqués bénéficient également de l'utilisation de matrices en plastique (nylon ou Delrin) afin que la surface brillante ne soit pas rayée lors du pliage.
Meilleures pratiques pour des formes cohérentes
-
Utilisez la forme et la matrice adaptées. Choisissez toujours un mandrin ou une matrice correspondant à la forme finale souhaitée. Pour les bagues, un mandrin rond ou une matrice semi-circulaire permet d'obtenir un cercle régulier. Pour les manchettes, utilisez une barre cylindrique ou un gabarit pour bracelet. L'application d'une pression uniforme est essentielle : les outils à mâchoires plates, par exemple, « appliquent une pression uniforme sur la bande métallique », ce qui est « essentiel pour créer des courbes ou des motifs circulaires réguliers ». .
-
Pliez progressivement et vérifiez l'ajustement. N'essayez pas de forcer le métal d'un seul coup. Pliez légèrement, retirez et repositionnez, puis pliez à nouveau. Vérifiez régulièrement la courbure à l'aide d'un mandrin ou d'une jauge. Si l'anneau est trop ouvert, vous pouvez le plier à nouveau sur un diamètre légèrement inférieur pour resserrer l'ajustement. (Comme le conseille un utilisateur, vous pouvez plier sur une taille, puis déplacer l'anneau sur la matrice « taille de bague immédiatement inférieure… demi-lune » pour un ajustement parfait.) .)
-
Prévenez les dommages de surface. Pour les métaux plus tendres, utilisez des matrices/mors en nylon ou en Delrin (fournis) plutôt que de l'acier nu. Cela protège la finition. Veillez également à bien maintenir le métal : si vous utilisez une pince, faites glisser la bande régulièrement le long des mors plutôt que de la plier en un seul point, afin d'éviter les pliures.
-
Recuit selon les besoins. Dès que le métal résiste ou reprend sa forme, retirez-le et recuit. L'argent et l'or peuvent généralement être pliés en longues courbes sans problème, mais le cuivre et le laiton durcissent plus rapidement. Le recuit (chauffage au rouge et trempe) restaure la ductilité et permet d'obtenir des pliages plus lisses et plus réguliers.
-
Finition sur mandrin. Une fois le cintrage grossier terminé, il est courant de marteler ou de rouler l'anneau sur un mandrin lisse pour finaliser la forme. Pour les bagues, taper avec un maillet en cuir brut sur un mandrin en acier permet d'obtenir un cercle parfait et d'éliminer les petites irrégularités. Pour les bracelets, travailler lentement à la main sur la forme finale assure confort et symétrie.
En suivant ces étapes et en utilisant des matrices bien ajustées, les bijoutiers obtiennent des courbes très régulières. Un instructeur souligne qu'avec une bonne cintreuse de bracelets, un artisan peut « façonner de manière uniforme et très rapide de nombreux bracelets manchettes » pour leur donner une qualité digne d'une exposition. .
Sécurité et entretien
Lors de l'utilisation d'un outil de pliage, la sécurité est primordiale. Fixez toujours solidement les outils montés sur établi (boulonnés ou serrés) afin qu'ils ne puissent pas se tordre sous l'effet de la force. Portez des lunettes de sécurité : si une bande se détache ou qu'un petit morceau se casse, il peut être projeté. Gardez vos mains et vos doigts à l'écart des points de pincement (en particulier près des vis de serrage et du pivot du levier). Des gants de travail peuvent protéger des extrémités de fil tranchantes sur des pièces épaisses, mais évitez de porter des gants lâches à proximité de pièces en rotation.
Pour les presses motorisées, utilisez les deux mains sur les commandes et tenez-les éloignées de la zone de la matrice lorsque le vérin est en mouvement. Ne dépassez jamais la capacité nominale de l'outil (forcer pourrait provoquer la rupture du métal ou des pièces). Éteignez et débranchez les unités hydrauliques lorsque vous changez de matrice ou que vous ne les utilisez pas.
Entretien : Maintenez l’outil propre et bien lubrifié. Essuyez les limaille et les débris après utilisation (les copeaux de métal peuvent rayer ou rouiller les matrices). Huilez légèrement les points de pivot ou les vis pour assurer un mouvement fluide. Vérifiez le serrage de tous les boulons et vis (en particulier sur les cintreuses à pince) avant chaque utilisation. Remplacez les matrices/mâchoires usées ou endommagées : une matrice ébréchée donnera un pliage irrégulier. Pour les pièces en nylon ou en Delrin, assurez-vous qu’elles sont intactes (elles sont sacrificielles et s’useront avant le métal).
Utilisés et entretenus correctement, les cintreuses à bagues et à bracelets offrent aux bijoutiers un moyen rapide et précis de former des anneaux métalliques. En combinant l'outil, la matrice et la technique appropriés (ancrage d'une extrémité, pliage par étapes et recuit si nécessaire), les artisans peuvent produire des bagues et des bracelets aux courbes uniformes à chaque fois.

0 commentaire